La necessitŕ di attuare in tempi brevi la
transizione energetica e le evidenti difficoltŕ dal punto di vista degli approvvigionamenti di
gas naturale, derivanti dal conflitto tra Russia e Ucraina, possono sicuramente accelerare la diffusione del biometano, ricavato da processi di purificazione (rimozione del contenuto di solfuro di
idrogeno e soprattutto di anidride carbonica) del
biogas.
In questo scenario, considerando anche il ruolo strategico, che il suddetto
biocombustibile puň rivestire per ridurre la dipendenza energetica del nostro Paese dall'estero, diventa fondamentale focalizzare l'attenzione sulla definizione di procedure e metodologie, che possano migliorare il livello di sicurezza degli impianti dedicati alla sua produzione.
In particolar modo, uno dei potenziali pericoli, connessi con l'esercizio di tali insediamenti produttivi, č la possibile formazione di atmosfere potenzialmente esplosive, soprattutto nei luoghi al chiuso, come l'unitŕ di compressione, per la quale risultano fondamentali la rapida rilevazione dei rilasci di biometano, la corretta definizione della minima velocitŕ dell'
aria e della sua portata volumetrica, che devono essere garantite dall'impianto di ventilazione artificiale al fine di prevenire la formazione di una miscela esplosiva (riduzione della concentrazione in aria del vettore energetico al di sotto del suo limite inferiore di infiammabilitŕ).
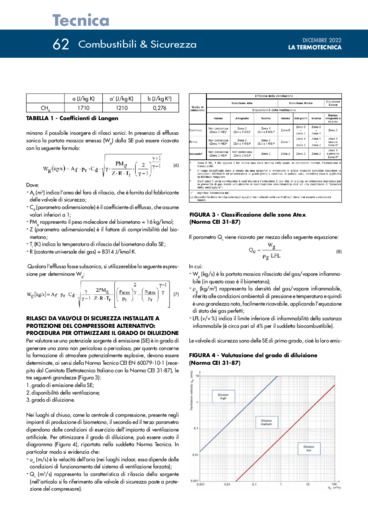
Il livello della pressione del suddetto biocombustibile gassoso dipende dalla sua destinazione d'uso. Infatti, in caso di sua immissione nella rete di distribuzione nazionale, č richiesta una pressione oscillante tra 80 e 100 bar, mentre, se deve essere trasportato con dei carri bombolai, esso deve essere compresso fino a circa 220 bar.
Prendendo spunto da questa ultima condizione, il presente articolo descrive un approccio procedurale finalizzato a ridurre il livello di pericolositŕ delle eventuali zone Atex, che potrebbero essere generate da emissioni di biometano dalle
valvole di sicurezza, poste a protezione dei singoli stadi di compressione.
In particolar modo, la procedura č mirata ad ottimizzare il grado di diluizione, il quale č uno dei tre parametri, riportati nella Norma tecnica europea CEI EN 60079-10-1 per poter effettuare la classificazione delle aree Atex, derivanti da rilasci da potenziali sorgenti di emissione (SE). Nei luoghi al chiuso, il suddetto parametro č influenzato dalle condizioni di esercizio del sistema di ventilazione forzata.
L'articolo prosegue con:
- La compressione del biometano
- Compressore volumetrico alternativo multistadio: regime di efflusso del biometano delle valvole di sicurezza (TABELLA 1 - Coefficienti di Langen)
- Rilasci da valvole di sicurezza installate a protezione del compressore alternativo: procedura per ottimizzare il grado di diluizione (TABELLA 2 - Emissioni di primo grado considerabili contemporanee)
Considerando la progressiva importanza che il biometano potrŕ rivestire nei prossimi anni, soprattutto per ridurre l'atavica dipendenza energetica del nostro Paese dall'estero, possono risultare fondamentali lo studio di soluzioni tecniche e la definizione di approcci procedurali, i quali, intervenendo sin dalle fasi iniziali della progettazione, possono migliorare il livello di sicurezza degli impianti destinati alla sua produzione.
Relativamente al pericolo di formazione di atmosfere potenzialmente esplosive nei luoghi al chiuso (unitŕ di compressione), presenti in tali insediamenti produttivi, č estremamente importante definire correttamente i parametri operativi del sistema di ventilazione artificiale, attraverso un rigoroso studio dei regimi di efflusso dalle potenziali SE, prestando particolare attenzione al compressore ed alle valvole di sicurezza, poste a protezione dei vari stadi di compressione.
Tale approccio consente di ottenere un esercizio piů sicuro dell'unitŕ di compressione, in quanto l'ottimizzazione del grado di diluizione, in funzione della minima velocitŕ di ventilazione, che deve essere garantita dall'impianto di ventilazione forzata, č fondamentale sia per ridurre il livello di pericolositŕ delle zone Atex, che potrebbero essere generate da rilasci accidentali dalle SE, che per prevenire la formazione di miscele esplosive.
In allegato, č possibile scaricare il pdf completo dell'articolo.
 English
English



 Leggi tutto
Leggi tutto






















